MSA – Badania Powtarzalności i Odtwarzalności Systemów Pomiarowych
MSA - Badania Powtarzalności i Odtwarzalności Systemów Pomiarowych: Typy Gage R&R i Wasze Najczęstsze Problemy
Wykonujesz MSA – czyli czy kiedykolwiek zastanawiałaś/eś się, dlaczego Twoje pomiary przypominają bardziej wróżenie z fusów niż wyniki precyzyjnego systemu pomiarowego? Czy kiedykolwiek zadałaś/eś sobie pytanie, czy mój przyrząd pomiarowy pokazuje realną wartość zmierzoną, czy może pokazuje coś całkowicie innego od rzeczywistości?
Kluczem do rozwiązania tej zagadki jest skuteczne przeprowadzenie ANALIZY SYSTEMU POMIAROWEGO lub inaczej BADANIA MSA (ang. Measurement System Analysis).
Badanie MSA składa się z zestawu BADAŃ POWTARZALNOŚCI I ODTWARZALNOŚCI (ang. Gage Repeatability & Reproducibility „GR&R”).
To badanie pozwoli nam w sposób statystyczny ocenić, czy nasz system pomiarowy jest wystarczająco DOKŁADNY i PRECYZYJNY w odniesieniu do naszych potrzeb i wymagań klienta.
W tym artykule pokrótce przedstawię jakie istnieją typy badań GR&R i kiedy je używamy.
Dodatkowo zdradzę schemat przeprowadzania badań GR&R i omówimy sobie Wasze najczęstsze pytania i problemy, z którymi do nas przychodzicie.
MSA - Czym jest SYSTEM POMIAROWY?
Rozpocznijmy od podstaw.
System pomiarowy to NIE JEST tylko przyrząd pomiarowy. System pomiarowy to wszystko to co nas otacza w momencie wykonywania pomiarów

Wycinek z naszego szkolenia MSA 😊
SYSTEMEM POMIAROWYM JEST wszystko to co poniżej:
– Narzędzie: Przyrząd pomiarowy, układ pomiarowy, przyrząd pomocniczy,
– Dokumentacja: Instrukcja pomiarowa i formularz pomiarowy, Katalog Wad,
– Środowisko: Oświetlenie, temperatura, wilgotność, czystość,
– Ludzie: Inspektorzy, Pomiarowcy, Metrolodzy, Ekspert Pomiarów.
Pamiętajmy o tym, kiedy wykonujemy badanie Gage R&R. Poprzez sprawdzenie systemu pomiarowego, sprawdzamy wszystkie jego elementy.
Jakie typy badań najczęściej wykorzystujemy w MSA i czym się charakteryzują?
Badanie BIAS – jest to badanie, które sprawdza dokładność. Jego celem jest weryfikacja, czy nasz przyrząd pomiarowy nie posiada systematycznego błędu pomiarowego pomiędzy wartością referencyjną wzorca i wartościami zmierzonymi.
Badanie LINIOWOŚCI – Liniowość to badanie BIASu w całym zakresie pracy przyrządu pomiarowego lub w całym zakresie pola tolerancji charakterystyki mierzonej. Sprawdza dokładność.
Badanie STABILNOŚCI – jest to badanie zmienności BIASu w czasie. W prostych słowach: sprawdzamy, czy przyrząd pomiarowy nie traci swojej dokładności po np. 1,3,6 miesiącach.
Gage R&R Typ 1 – To badanie, czy nasz system pomiarowy jest POWTARZALNY i wolny od BIASu. Badanie GR&R Typ 1 wykonujemy przy pomocy:
- 1 inspektora
- 1 metody pomiarowej
- 1 przyrządu pomiarowego
- 1 części mierzonej minimum 30 razy.
Gage R&R Typ 2 (Crossed) – To badanie sprawdzające, czy nasz system pomiarowy jest POWTARZALNY i ODTWARZALNY względem różnych inspektorów i różnych części mierzonych.
Badanie Gage R&R Typ 2 wykonujemy przy pomocy:
- 3 inspektorów
- 1 metody pomiarowej
- 1 przyrządu pomiarowego
- 10 części mierzonych po 3 razy przez każdego operatora (łącznie 10x3x3 = 90 pomiarów)
Gage R&R Typ 2 wyróżnia się obecnością czynnika ludzkiego podczas wykonywania pomiarów.
Gage R&R Typ 3 (Crossed) – To badanie sprawdzające, czy nasz system pomiarowy jest POWTARZALNY i ODTWARZALNY dla 1 automatycznej maszyny pomiarowej, ale dla różnych części mierzonych.
Badanie Gage R&R Typ 3 wykonujemy przy pomocy:
- 1 automatycznej maszyny pomiarowej
- 1 metody pomiarowej
- 1 przyrządu pomiarowego
- 10 części mierzonych po 5 razy przez maszynę (łącznie 10x5x1 = 50 pomiarów)
Gage R&R Typ 3 wyróżnia się brakiem obecności czynnika ludzkiego podczas wykonywania pomiarów.
Gage R&R Zniszczeniowy (Nested)– To badanie sprawdzające POWTARZALNOŚĆ (+opcjonalnie ODTWARZALNOŚĆ) systemu pomiarowego, który cechuje się tym, że każda część może być zmierzona tylko 1 raz, a po każdym pomiarze ulega destrukcji lub odkształceniu.
Badanie Gage R&R Zniszczeniowy (Nested) wykonujemy przy pomocy:
- 3 operatorów lub 1 automatycznej maszyny pomiarowej
- 1 metody pomiarowej
- 1 przyrządu pomiarowego
- 15 części mierzonych po 2 razy przez (łącznie 15x2x1 = 30 pomiarów)
Gage R&R ATRYBUTOWY – To badanie sprawdzające POWTARZALNOŚĆ i ODTWARZALNOŚĆ systemu pomiarowego. Gage R&R Atrybutowy stosujemy dla systemów pomiarowych atrybutowych, to znaczy takich, gdzie zamiast na danych zmiennych działamy na decyzyjności inspektora. Wynikiem takiego systemu jest zazwyczaj decyzja „TAK” lub „NIE” ; „OK” lub „Nie-OK” ; „O” lub „1” ; „Dobry” lub „Zły”
Badanie Gage R&R Atrybutowy wykonujemy przy pomocy:
- 3 operatorów
- 1 metody pomiarowej
- 1 przyrządu kontrolnego (jeśli istnieje)
- Minimum 30 części mierzonych po 3 razy przez każdego operatora (łącznie min 30x3x3 = min 270 pomiarów)
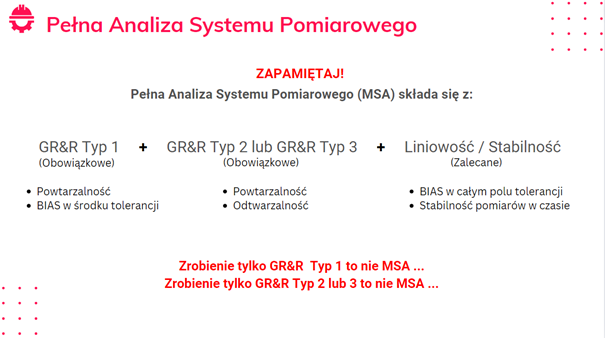
Z jakich badań składa się pełna analiza MSA (Analiza Systemu Pomiarowego)?
Krok 1: Badanie Liniowości / Stabilności przyrządu pomiarowego (robione okresowo przez dział jakości / metrologię)
Krok 2: Badanie Gage R&R Typ 1 (obowiązkowe sprawdzenie powtarzalności systemu). Jeśli system posiada słabą powtarzalność to nie ma sensu przechodzić do badania odtwarzalności z użyciem Gage R&R Typu 2 lub Typu 3.
Krok 3: Badanie Gage R&R Typ 2 lub Typ 3 lub Nested (obowiązkowe badanie powtarzalności i odtwarzalności systemu pomiarowego). Wybieramy Typ 2 lub Typ 3 lub typ Zniszczeniowy w zależności od badanej charakterystyki produktu i naszej metody pomiarowej.
Jak przeprowadzić skuteczne badanie MSA Gage R&R?
Realizacja skutecznego badania Gage R&R (Gage Repeatability and Reproducibility) wymaga dokładnego zaplanowania i przestrzegania określonych kroków.
Krok 1: Wybór odpowiedniej metodyki jest fundamentem, który wpływa na jakość wyników.
Krok 2: Zaplanuj przeprowadzenie badania – przed przystąpieniem do badania, dokładnie zdefiniujcie cel oraz zakres analizy. Ustalcie jakie próbki zebrać do badania, gdzie wykonać badanie i kto powinien w badaniu uczestniczyć
Krok 3: Przygotuj odpowiednie próbki do badania
Krok 4: Zaproś inspektorów do uczestnictwa w badaniu. Wyjaśnij inspektorom, że celem analizy jest ocena systemu pomiarowego, a nie sami inspektorzy.
Krok 5: Przeprowadź badanie Gage R&R
Krok 6: Przeanalizuj wyniki w programie lub arkuszu kalkulacyjnym
Krok 7: Wyciągnij wnioski i wprowadź ulepszenia, jeśli to konieczne.
Jak interpretować wyniki badania MSA Gage R&R?
Interpretacja wyników badania GR&R wymaga ogólnego zrozumienia, od czego właśnie te postrzega pierwszy rzut oka wyniki takie jak: %GR&R, Cg, Cgk, BIAS, %Contribution, %StudyVariation, %Tolerance, Number of Distinct categories wydają się skomplikowane. Natomiast wystarczy przeanalizować wzory tych wskaźników LUB przeanalizować kilka prostych zestawów danych, najlepiej z pomocą eksperta, i już szybko chwytami który wskaźnik od czego zależy. Na szczęście oba te podejścia (wytłumaczenie wzorów i praktyczne ćwiczenia na zestawach danych) są zawarte w naszym szkoleniu MSA, który przygotowałem razem z Akademią Jakości! 😉
Niemniej, do analizy należy podejść metodycznie:
Czy sam przyrząd pomiarowy jest wolny od systematycznego błędu pomiarowego?
Jeśli TAK, to:
Czy mój system pomiarowy jest POWTARZALNY? Czy potrafi zmierzyć tę samą sztukę kilkadziesiąt razy uzyskując ten sam wynik za każdym razem?
Jeśli TAK to:
Czy mój system pomiarowy jest ODTWARZALNY? Czy każdy inspektor mierzy tę samą próbkę z uzyskaniem tych samych wyników? Czy Pan Jan mierzy część #1 tak samo jak Pani Oliwia?
Jeśli zadamy sobie te 3 pytania w dokładnie tej kolejności to jest spora szansa, że natrafimy na problem niezdolnego systemu pomiarowego. Po identyfikacji problemu należy przeanalizować sytuację głębiej. Może nasz przyrząd pomiarowy ma problem? Może nasz operator nie potrafi tak samo zmierzyć próbki? Może metoda pomiarowa posiada słabe punkty i jest niejasna? Może nasza instrukcja pomiarowa wprowadza inspektora w błąd? Może inspektor potrzebuje przeszkolenia? ….
Co zrobić? Mój wynik %Contribution i %Study Variation jest NOK (zbyt wysoki)
%Contribution i %Study Variation to powiązane wskaźniki. Jeden jest obliczany za pomocą odchyleń standardowych (sigma), a drugi jest obliczany za pomocą wariancji (sigma^2), ale ich wzory są identyczne.
Przyczyny mogą być różne, ale najczęściej Wasz problem to np. Źle dobrane próbki (wszystkie takie same) lub zbyt duże odchylenie standardowe dla danej próbki (inspektorzy mierzą tę samą próbkę uzyskując bardzo różne wyniki pomiarów).
Co zrobić, gdy wynik %Tolerance jest zbyt NOK (zbyt wysoki)?
% Tolerancji jest stosunkiem 6*sigma (6x Odchylenie Standardowe) do pola tolerancji charakterystyki.
Duży % Tolerancji wskazuje na za duże odchylenie standardowe lub zbyt ciasne (restrykcyjne) pole tolerancji charakterystyki.
Zbyt duże odchylenie standardowe świadczy o tym, że inspektorzy mierzą tę samą próbkę uzyskując bardzo różne rezultaty pomiarów.
Czy istnieją różne poziomy akceptacji dla wyników badania GR&R?
Tak, każdy wskaźnik będzie mieć inne kryterium akceptacji.
Dla GR&R Typ 1:
Cg powinno być większe niż 1.33 (przy wycinku 20% pola tolerancji)
Cgk powinno być większe niż 1.33 (przy wycinku 20% pola tolerancji)
Dla GR&R Typ 2, Typ 3 i Typ NESTED:
% Contribution:
- OK 0% – 1%
- AKCEPTOWALNE 1% – 10%
- NOK powyżej 10%
% StudyVariation:
- OK 0% – 10%
- AKCEPTOWALNE 10% – 30%
- NOK powyżej 30%
% Tolerance:
- OK 0% – 10%
- AKCEPTOWALNE 10% – 30%
- NOK powyżej 30%
Number of Distinct Categories:
- OK powyżej 10
- AKCEPTOWALNE 5 – 10
- NOK 0 – 5
Dla GR&R Atrybutowego:
% Effectiveness:
- OK 90% – 100%
- AKCEPTOWALNE 80% – 90%
- NOK 0% – 80%
% Miss Rate:
- OK 0% – 2%
- AKCEPTOWALNE 2% – 5%
- NOK 5% – 100%
% False Alarm Rate:
- OK 0% – 5%
- AKCEPTOWALNE 5% – 10%
- NOK 10% – 100%
Czy Gage R&R to odpowiednia metoda dla każdego typu systemu pomiarowego?
GR&R jest uniwersalną metodą oceny systemów pomiarowych, ale najlepiej sprawdza się w środowiskach produkcyjnych i laboratoriach, gdzie pomiary są kluczowe dla jakości i spełnienia wymagań własnych lub klienta.
W niektórych specyficznych przypadkach, wymagana może być modyfikacja podejścia lub użycie innych metod oceny.
Kryteria akceptacji mogą ulec zmianie na specjalnie życzenie (wymaganie klienta). Podane w artykule i naszym szkoleniu parametry są zgodne z podręcznikiem MSA AIAG 4, ale klient może poprosić o ich zawężenie. Jego prośbę można rozpatrzyć
Gdzie mogę kompleksowo nauczyć się metod Analizy Systemów Pomiarowych MSA?
Jako Akademia Jakości oferujemy szkolenia stacjonarne i online z zakresu między innymi Analizy Systemów Pomiarowych (MSA). Zachęcam Cię bardzo serdecznie do wzięcia udziału w tym właśnie szkoleniu, gdzie wykładam nie tylko samą teorię, ale również praktyczne przykłady „z życia”, dzielę się najlepszymi praktykami, analizujemy wspólnie zestawy danych i wyciągamy wnioski dotyczące rezultatów badań GR&R.
Zapraszam, ofertę szkolenia online znajdziesz tutaj: LINK
Kompleksowo wspieramy Klientów w rozwiązywaniu ich bolączek i ciągłym doskonaleniu, dlatego jeśli jesteś zainteresowany szkoleniem stacjonarnym skontaktuj się z nami: kontakt@akademiajakosci.com
Do zobaczenia na sali szkoleniowej lub w kursie online!

Trener i Partner Akademii Jakości
Lean Six Sigma Black Belt