FMEA AIAG&VDA vs. stare FMEA
FMEA – Analiza FMEA jest niezastąpiona w kontekście spełnienia wymagań zawartych w normie ISO 9001:2015 oraz IATF 16949:2016 (punkt 6.1 – działania odnoszące się do ryzyka i szans). Normy ta narzucają obowiązek oceny ryzyka w poszczególnych procesach realizowanych w przedsiębiorstwie. Wspomniany punkt normy może zostać spełniony stosując inne narzędzia niż FMEA, lecz należy mieć na uwadze fakt, iż FMEA jest najskuteczniejszą i stosunkowo nieskomplikowaną metodą analizy ryzyka.
Szkolenie i kursy online FMEA
W tym artykule znajdziesz ogrom wiedzy na temat FMEA, jednak aby posiąść wystarczające kompetencje na wymarzone stanowisko Inżyniera Jakości, zapraszamy na nasze szkolenia lub kursy online.
Sprawdźcie również nasz LinkedIn – z pewnością obecnie przeprowadzamy szkolenie w kolejnej firmie produkcyjnej.
FMEA – Cel stosowania
FMEA (z ang. Failure Mode and Effects Analysis) – celem analizy jest systematyczne i skuteczne rozpoznanie potencjalnych przyczyn i określenie skutków wad wyrobu oraz podjęcie działań, których celem jest minimalizacja bądź całkowita eliminacja przyczyn powstawania niezgodności w procesie.
Analiza FMEA sprawdza się doskonale na etapie projektowania wyrobu oraz procesu, znajduje zastosowanie także w procesach doskonalenie, jest niezastąpiona w analizie przyczyn wystąpienia wad, które zgłaszane są przykładowo w ramach reklamacji.
Właściwe stosowanie metodologi FMEA wymaga szczegółowej znajomości analizowanego procesu, pozwalającej na określenie możliwych niezgodności z wymaganiami, uwzględniając sposób funkcjonowania procesu, stosowane dotychczas działania kontrolne, wykorzystywane technologie, używane w procesie produkcji komponenty i sposoby połączenia poszczególnych elementów składowych. Metoda FMEA wymaga więc zarówno szerokiej wiedzy i bycia ekspertem w tej dziedzinie, jak również szczegółowej orientacji w temacie będącym przedmiotem analizy.
FMEA – Początki
Metoda FMEA została opracowana i wydana w USA pod nazwą „Procedure for Performing a Failure Mode, Effects and Criticality Analysis”. Stosowano ją początkowo w przemyśle zbrojeniowym, wykorzystując w opracowaniu i budowie rakiet, następnie wykorzystywana była także przez NASA w programach kosmicznych, gdzie sukces tej metody sprawił, że znalazła ona zastosowania także w przemyśle motoryzacyjnym, lotniczym, elektronicznym i jądrowym.
FMEA – Zastosowanie
Metoda FMEA z powodzeniem stosowana jest w przemyśle motoryzacyjnym z następujących powodów:
- metoda ta pozwala na planowanie jakości oraz związanych z tym kosztów kontroli,
- jej stosowanie eliminuje powtarzalność tych samych wad i błędów,
- inne metody, które mogą zastąpić analizę ryzyka w organizacji, nie pozwalają w tak skuteczny i prosty sposób na wskazanie słabych punktów wyrobu bądź procesu,
- FMEA umożliwia wykrywanie wad, które potencjalnie mogą się pojawić, już na wczesnym etapie pracy koncepcyjnej,
- metoda ta pozwala zapobiegać niezgodnością, a nie jedynie na ich wykrywanie,
- metoda FMEA umożliwia redukcję kosztów wprowadzenia zmian w projekcie wyrobu, bądź procesu (zmiany przede wszystkim odbywają się za pośrednictwem arkusza FMEA).
Analizę FMEA stosuje się zwykle na wczesnym etapie wdrożenia wyrobu. Jeżeli dany proces już funkcjonuje, bez wykonanej uprzednio analizy FMEA, to nie jest to przeszkodą aby takową analizę dla już funkcjonującego procesu wykonać. Natomiast istotną korzyścią wczesnego wykrywania wad w procesie jest ograniczenie kosztów dla przedsiębiorstwa. Koszty usuwania niezgodności wzrastają wykładniczo wraz ze wzrostem liczby faz funkcjonowania wyrobu, od momentu wykrycia wady do czasu jej usunięcia. Im później zostanie wykryta niezgodność, tym droższy będzie koszt jej usunięcia. Omawialiśmy już to zjawisko w artykule dotyczącym systemu zarządzania jakością w przedsiębiorstwie produkcyjnym.
FMEA – PODEJŚCIE DO OCENY RYZKA WEDŁUG RPN
Przebieg procesu tworzenia FMEA polega na obserwacji i szczegółowej analizie obiektu będącego przedmiotem rozważań, określeniu wszelkich potencjalnych niezgodności, które mogą się pojawić, a także ich przyczyn. Następnie przyczyny te szereguje się pod względem znaczenia dla organizacji i eliminuję w miarę możliwości, zaczynając od tych najbardziej istotnych.
Dokumentowanie skutków niezgodności, jak i cały proces zbierania danych do analizy, odbywa się z wykorzystaniem arkusza FMEA. W praktyce w przedsiębiorstwach spotyka się trzy podejścia do punktowania oceny ryzyka:
- Zgodne z podręcznikiem wydanym przez AIAG, który reprezentuje amerykański standard motoryzacyjny.
- Podejście według podręcznika VDA 4, który reprezentuje niemiecki standard motoryzacyjny.
- Podejście opracowane w organizacji, na potrzeby klienta wewnętrznego, bądź narzucone przez klienta zewnętrznego.
Poniżej arkusz FMEA:

FMEA – liczba priorytetu ryzyka RPN (Risk Priority Number)
Poziom ryzyka dla zdefiniowanych niezgodności oceniany w ramach analizy FMEA ma trzy składowe, których wartość jest szacowana podczas pracy grupowej, interdyscyplinarnego zespołu – tzw. liczba priorytetowa ryzyka (RPN).
Wyróżniamy:
- S – Severity – wskaźnik określający skutek niezgodności dla klienta,
- O – Occurence – wskaźnik określający częstotliwość występowania danej przyczyny wady,
- D – Detection – wskaźnik określający wykrywalność wady, bądź przyczyny przed dostawą gotowego wyrobu do klienta.
Iloczyn tych czynników obrazuje jak duże ryzyko jest związane z danym problemem oraz czy konieczne są działania doskonalące, przyczyniające się do jego obniżenia.
PRN = ZNACZENIE* WYSTĘPOWANIE * WYKRYWALNOŚĆ
Wskaźnik RPN pozwala na określenie, które potencjalne zagrożenia niosą największe ryzyko oraz określa kolejność (hierarchię), od jakiej powinno się rozpocząć działania zapobiegawcze. Oczywiście największe wartości RPN należy traktować priorytetowo.
FMEA – Dotkliwości skutków (znaczenia) wady
Pierwszym składnikiem iloczynu liczby priorytetowej RPN stanowi znaczenie niezgodności dla klienta (dotkliwość). Oznaczana jest zwykle symbolem S. Skala oceny zaczyna się od wartości 1, co oznacza skutek nieodczuwalny dla klienta, zaś 10 niezgodność, która ma duży wpływ na bezpieczeństwo, bądź przeprowadzenie wymogów prawnych.

FMEA- Prawdopodobieństwo
Prawdopodobieństwo wystąpienia niezgodności określono w skali 1 do 10, gdzie: 1- detekcja wady 100% pewna, 10 – wady nie da się wykryć. Prawdopodobieństwo wystąpienia wady określane jest poprzez zadanie pytania: Jakie jest prawdopodobieństwo powstania niezgodności spowodowanej wystąpieniem danej przyczyny?

FMEA – Wykrywalność
Prawdopodobieństwo detekcji niezgodności określana jest w skali od 1 do 10, gdzie 1 oznacza, że detekcja wady jest w 100% pewna, natomiast 10 oznacza, że wady nie można wykryć (nie ma wdrożonych działań kontrolnych).

Działania zapobiegawcze powinny odnosić się do sposobu obniżenia prawdopodobieństwa wystąpienia przyczyny powstania danej niezgodności, bądź poprawienia wykrywalności już powstałej wady. Należy mieć na uwadze, że nie można swoimi działaniami zmieniać znaczenia wady dla klienta. Można ją jedynie zmienić poprzez wprowadzenie zmian konstrukcyjnych w wyrobie.
NOWE FMEA AIAG&VDA
Podręcznik FMEA AIAG&VDA jest wynikiem współpracy producentów z branży motoryzacyjnej, dostawców oraz członków AIAG (Automotive Industry Group) i VDA (Verband der Automobilindustrie) – niemieckiego stowarzyszenia producentów samochodów. Podręcznik AIAG i VDA ma zastąpić zarówno podręcznik FMEA AIAG 4, jak również podręcznik VDA Product and Process FMEA tom 4.
FMEA AIAG&VDA – najważniejsze zmiany
- Podejście oparte o 7 kroków
- Nowe tabele znaczenia,występowania i wykrywania
- Tabele Action Priority (AP)
- Arkusze formularzy i widoki raportów
- Uzupełniające FMEA – MSR
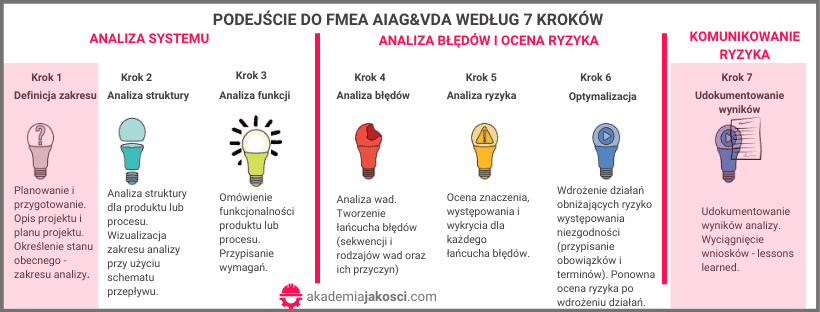
Nowe FMEA AIAG&VDA – podejście oparte o 7 kroków
Nowe FMEA według AIAG&VDA zostało przekształcone w siedmiostopniowy proces. Większość kroków znamy już ze starego podejścia. Nowością jest definiowanie zakresu analizy FMEA oraz dodatkowe udokumentowanie wyników. Oczywiście w starym podejściu do FMEA również dokumentowaliśmy wyniki np. w postaci action planu – przypisywaliśmy obowiązki i terminy wykonania działań, czyli to co obecnie znajduje się w kroku 6. Nowością jest dodatkowe dokumentowanie wyników działań i wyciąganie wniosków z przeprowadzonych analiz – tzn. lessons learned.
Etap planowania zasadniczo obejmuje określenie zakresu projektu, rodzaju, wyznaczenie granic czasowych analizy FMEA i określenie podstaw dla dalszych etapów procesu według 5T:
- Team (zespół)
- Timing (plan czasowy)
- inTent (cel)
- Tools (narzędzia)
- Tasks (zadania)
Natomiast postępując zgodnie z siódmym krokiem w procesie AIAG&VDA, należy udoskonalić dokumentację i przekazywać wyniki w postaci raportu. Raport FMEA to przede wszystkim podsumowanie ustaleń, przegląd analizy ryzyka i potwierdzenie, że działania zostały zakończone.
Istnieją dwa podstawowe podejścia do stosowania FMEA. Są to: DFMEA, które koncentruje analizę na funkcjach produktu oraz PFMEA, które analizuje etapy procesu. Podręcznik AIAG&VDA opisuje oba podejścia, a dodatkową nowością jest MSR (FMEA for Monitoring and System Response).
Action Priority (AP) vs. RPN
Poprzednie metody stosowały liczbę priorytetu ryzyka (RPN), by określić priorytet działań. Jednakże nie przedstawiały uzasadnienia, które było ważne dla wszystkich kombinacji znaczenia , występowania i wykrycia.
Wykorzystanie wskaźnika RPN ma bowiem swoją wadę – spłaszcza obraz ryzyka związany z niezgodnością. Dla przykładu: dwie identyczne wartości RPN przy różnych wartościach S, O, D:
1) S=9, O=2, D=3, zatem RPN=54
2) S=2, O=3, D=9, zatem RPN=54
Mimo, że wynik RPN jest taki sam, to ta sytuacja z punktu widzenia klienta wygląda inaczej. Niezgodność nr 1 jest istotna dla klienta, może się pojawić i nie ma pewności co do jej zaobserwowania, co stanowi poważny problem. Niezgodność nr 2 będzie prawie niezauważalna przez klientów i choć zostanie praktycznie nie wykryta, to pojawi się rzadko, przez co nie będzie stanowić dużego problemu.
Nowa metodologia jest nie tylko bardziej kompleksowym procesem skoncentrowanym na zapobieganiu, ale także zapewnia lepszą metodę ustalania priorytetów działań. Nowa metoda FMEA AIAG&VDA zastosowała logikę priorytetów zadań oraz podsumowanie podstawowych danych w tabelach ocen.
Tabela AP zawiera do dyspozycji logiczne zestawienie 1000 możliwych kombinacji S, O, D. Fragment tabeli dla PFMEA poniżej.


UWAGA: Tabele oceny ryzyka dla DFMEA, PFMEA i MSR SĄ RÓŻNE (powyżej przykład dla severity). Istnieją więc do zastosowania trzy różne tabele AP!
Nowe FMEA AIAG&VDA – Priorytetyzacja zadań według wskaźnika AP
- Priorytet wysoki (H): najwyższy priorytet działań. Zespół musi zidentyfikować odpowiednie działania, aby poprawić lub udokumentować Występowanie i/lub Wykrycie, dlaczego brak jest niezbędnych lub możliwych działań doskonalących.
- Priorytet średni(M): Średni priorytet działań. Zespół powinien identyfikować odpowiednie działania, aby poprawić lub udokumentować Występowanie i/lub Wykrywanie.
- Priorytet niski (N): niski priorytet działań. Zespół może zidentyfikować działania w celu poprawy Występowania i/lub Wykrycia.
Zwróć uwagę na kluczowe terminy stosowane w każdym z oznaczeń. Terminy opisowe „musi, powinien i może” wyraźnie informują o pilnym problemie związanym z ryzykiem projektowym lub procesowym. Priorytety zadań nie służą do priorytetowania wysokiego, średniego lub niskiego ryzyka, ale do priorytetowania podjęcia niezbędnych działań w celu zmniejszenia ryzyka.
Poniżej nowy formularz DFMEA AIAG&VDA:

FMEA – MSR (Supplemental Method for Monitoring and System )
Podręcznik AIAG-VDA otworzył zupełnie nowy obszar analizy ryzyka jakim jest FMEA for Monitoring and System Response. Zadaniem tej metodologii jest oszacowanie, w jaki sposób systemy mogą zawieść, a także pomoc w utrzymywaniu bezpieczeństwa oraz zgodności z przepisami prawnymi podczas użytkowania pojazdu przez klienta finalnego. Ta nowa metodologia pozwala analizować i ograniczać usterki podczas eksploatacji pojazdu lub maszyny przez użytkownika końcowego.
Analiza MSR obejmuje potencjalne awarie, możliwe do wystąpienia w warunkach pracy oraz ich wpływ na system. Odpowiednie zastosowanie uzupełniającego MSR ma zapewnić ograniczenie ryzyka prowadzące do bezpieczniejszego użytkowania pojazdów lub sprzętu przez klienta.
Siedmiostopniowy proces MSR jest bardzo podobny do DFMEA, za wyjątkiem metodologii etapu czwartego (Analiza awarii) i etapu piątego (Analiza ryzyka).
Nowe FMEA AIAG&VDA – podsumowanie
Nowa metodologia nie jest niczym skomplikowanym, a już na pewno nie należy się jej obawiać. Większość kroków analizy masz już na pewno świetnie przećwiczonych, gdyż nowością w samej metodologii jest jedynie krok 1 i 7. Zmianie ulegają tabele wykrywalności, znaczenia i prawdopodobieństwa, na podstawie tych trzech wskaźników dobierany jest Action Priority, który nadaje priorytet działań. I to by było na tyle „rewolucji”. Nowa metodologia jest na pewno krokiem w dobrym kierunku. Podobnie jak połączenie wymagań AIAG i VDA w przypadku IATFu, tak i w przypadku nowego FMEA ujednolicono i stworzono jeden standard w oparciu, o który działają wszystkie przedsiębiorstwa w branży motoryzacyjnej i nie tylko. Zastosowanie wspólnego formatu i metodologii z pewnością przełoży się na poprawę komunikacji pomiędzy istniejącymi dostawcami a klientami.