Histogram – Statystyczne sterowanie procesem – SPC
Histogram – Statystyczne sterowanie procesem – SPC – to drugi wpis z cyklu poświęconemu statystycznemu sterowaniu procesem.
STATYSTYKA – WSTĘP DO STATYSTYCZNEGO STEROWANIA PROCESEM
Szkolenie i kursy online – SPC
Zapisz się już dziś na nasz kurs online i szkolenie gdzie sam wykonasz pełne SPC wraz z nami. Chcesz widzieć w jakiej firmie dziś wykonujemy szkolenie? Zobacz to na naszym LinkedIn.
Histogram – SPC
Każdy proces ma w swojej naturze zmienność. Ta zmienność wynika z wielu czynników, na które często mamy ograniczony wpływ. SPC jest narzędziem pozwalającym na monitorowanie czy proces jest statystycznie sterowalny (przewidywalny w swoim zachowaniu) oraz na odróżnienie zaburzeń jakie się w nim pojawiają (przyczyn specjalnych) od naturalnej zmienności procesu (przyczyn normalnych). Dzięki SPC wiemy, kiedy należy podejmować działania korygujące dany problem, a kiedy podejmować działania doskonalące.
W zależności od potrzeb i sytuacji możemy zastosować różne rozwiązania oparte o techniki SPC. Najczęściej stosowane to :
•Histogram
•Karty kontrolne
•Zdolność procesu – Cp, Cpk
•Zdolność maszyn – Cm, Cmk
W tym wpisie omówimy pierwszy z nich – HISTOGRAM
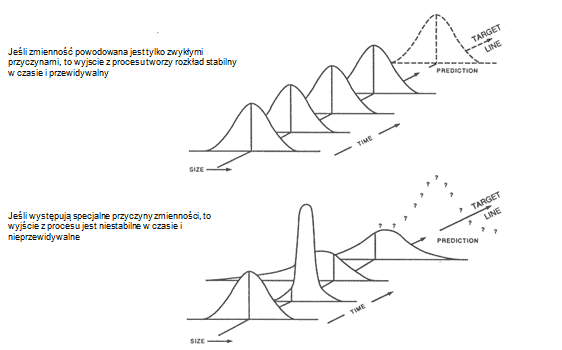
Zanim zastosujemy karty kontrolne do sterowania procesem i określimy granice kontrolne (UCL i LCL), musimy najpierw się upewnić czy badany proces jest statystycznie stabilny. Jeżeli proces jest niestabilny, wówczas należy usunąć przyczyny specjalne i dopiero wtedy przystąpić do opracowania karty kontrolnej. Właśnie do tego posłuży nam histogram – do oceny czy badany proces jest stabilny. Kształt histogramu przypominający dzwon (krzywa Gaussa) jest tego potwierdzeniem.
Histogram – reguła trzech sigm
W praktyce często zakłada się, że dane mają rozkład normalny. Wówczas:
•68% wartości cechy leży w odległości ≤ 1δ od wartości oczekiwanej; •95,5% wartości cechy leży w odległości ≤ 2 δ od wartości oczekiwanej; •99,7% wartości cechy leży w odległości ≤ 3 δ od wartości oczekiwanej.
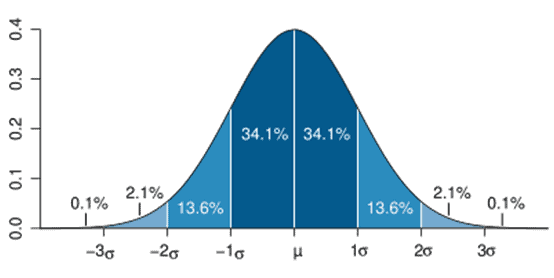
Jest to tzw. reguła trzech sigm – istota dla rozkładu normalnego. Reguła ta określa biorąc za podstawę odchylenie standardowe z danego rozkładu, czy odpowiednio duża ilość przypadków tego rozkładu znajduje się kolejno w przedziałach: ±1 odchylenie standardowe, ±2 odchylenia standardowe, ±3 odchylenia standardowe. Przypadki w większej liczbie, odstające za trzeci z podanych przedziałów mogą świadczyć o braku normalności rozkładu.
Poniższy przykład przedstawia histogram procesu niestabilnego (czerwony) i stabilnego (zielony):

Histogram służy odpowiedzią na następujące pytania:
1. Jak są rozlokowane dane? 2. Jak szeroko są rozrzucone? 3. Czy dane są symetryczne czy jednostronnie ścięte? 4. Czy są elementy odstające? 5. Czy rozkład ma charakter rozkładu normalnego?
Histogram budowa
W celu skonstruowania histogramu należy postępować w następujący sposób:
• określić niezbędną ze względu na stawianie rzetelnych prognoz wielkość próbki n
•badany parametr należy zmierzyć w całej wielkości próby xi = ………. mm, dla i=1 – n,
• należy uporządkować rosnąco otrzymany szereg
• wybrać wartość xmim =………… xmax = ………
• obliczyć rozstęp (rozrzut) R=xmax – xmin
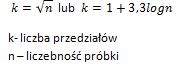
• przyjąć liczbę przedziałów , można je policzyć na dwa sposoby:
Określająć liczbę przedziałów neleży kierować się zasadą, mówiącą, że ilość przedziałów powinna mieścić się w granicach od 6 do 15.
Należy wybrać jako dolną granicę pierwszego przedziału wartość nieco mniejszą niż stwierdzona najmniejsza wartość wśród danych.
• obliczyć szerokość przedziału według wzoru:
Określić szerokość przedziałów, korzystając z zasad: przedziały powinny mieć równą szerokość oraz szerokość przedziału nie może być mniejsza niż rozdzielczość przyrządu pomiarowego.
• w poszczególnych przedziałach określ liczbę (L) danych, • obliczyć częstość F występowania w poszczególnych przedziałach: F =L/n • sporządź histogram, w którym pionowe słupki odpowiadają częstości F (ew. liczności L) dla określonych przedziałów wartości rozpatrywanej cechy.
Oczywiście użycie odpowiedniego oprogramowania komputerowego umożliwia zautomatyzowanie opisanych czynności, np. Statistica, czy nawet Excel
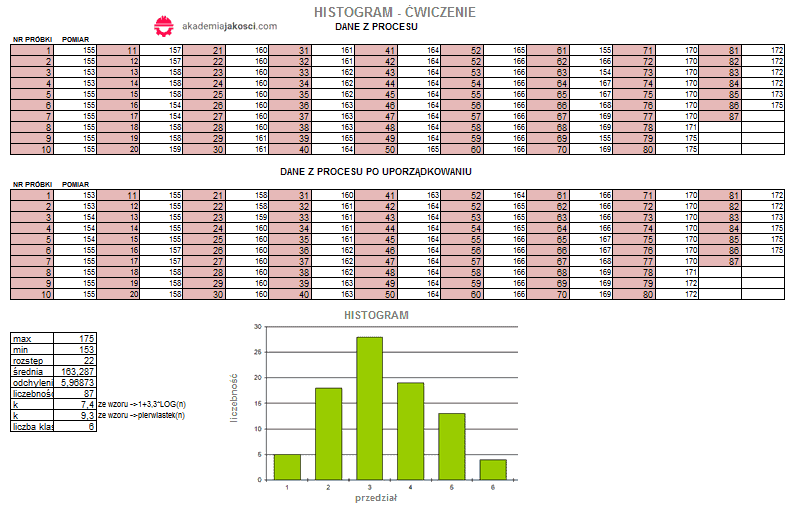
Przykład
Przeprowadzono serię pomiarów długości nominalnej przewodu l=164 mm. Pomiary przeprowadzono dla próbki o liczności 87 przewodów. Dopuszczalna tolerancja dla długości wynosi ± 11 mm. Obliczenie wymiarów granicznych dolnego i górnego: l=164 mm ± 11 mm A – wymiar graniczny dolny – A= 164 – 11 mm = 153 mm B – wymiar graniczny górny – B=164+11 mm = 175 mm.
Analiza niepewności pomiarowych w procesie
Błąd jest różnicą między „odpowiedzią” a wynikiem „dokładnym”. W procesie możemy mieć doczynienia z różnymi przypadkami błędów. Ich odpowiednie rozpoznanie pomoże Ci w ustaleniu przyczyny wahan i rozregulowania procesu.
Błąd systematyczny – występuje zawsze i świadczy o niedoskonałości przyrządów i metod pomiarowych. Wszystkie wyniki obarczone są tym samym błędem (co do wielkości i kierunku). Jeśli jest znany, nie stanowi problemu. To nic innego jak przyjęta tolerancja wielkości mierzonej. Nie można go traktować statystycznie;
Błąd przypadkowy – wynika z ograniczeń i dokładności pomiaru oraz natury mierzonego obiektu. Nie można z góry przewidzieć jego wartości w kolejnych pomiarach. Wynika z różnych przypadkowych czynników (np. wahania temperatury, ruchu powietrza, w pobliżu przyrządu pomiarowego). Można go traktować statystycznie;
Błąd gruby – coś tu poszło nie tak Cały pomiar należy po prostu odrzucić. Błędu grubego nie należy uwzględniać w analizie serii pomiarów. Taki błąd zazwyczaj jest usuwany, a pomiar uznany za nieprawidłowy. Należy jednak poddać analizie co było przyczyną powstania tego błędu, aby zminimalizować ryzyko jego ponownego wystąpienia.
Źródła błędów systematycznych – przykłady
Błędy aparaturowe: wahania temperatury, zanieczyszczenie aparatu, wahania napięcia w sieci.
Błędna metoda: zbyt wolna reakcja, nietrwała próbka, niespecyficzny odczynnik, reakcje uboczne.
Błąd operatora: błędny odczyt, niedokładna kalibracja, złe przygotowanie próbki, złe obliczenie wyniku.
Źródła błędów przypadkowych
Każda wielkość mierzona jest właściwie pochodną wielu czynników i zmiennych. Wiele z nich nie daje się kontrolować. Pojawia się wówczas wiele źródeł błędów, gdzie każdy z nich może mierzony wynik powiększyć (+) lub zmniejszyć (-).
Zidentyfikowanie źródeł błędów może pomóc w ich zredukowaniu. Należy jednak pamiętać, że nigdy nie usuniemy wszystkich błędów. Zazwyczaj mają one charakter przypadkowy, a wtedy można nasze wyniki traktować statystycznie.
Jak już wiesz, błędy wpływają na zmienności procesu. Natomiast na samo powstanie błędów mają wpływ przyczyny losowe i specjalne, o czym przeczytasz w artykule link .
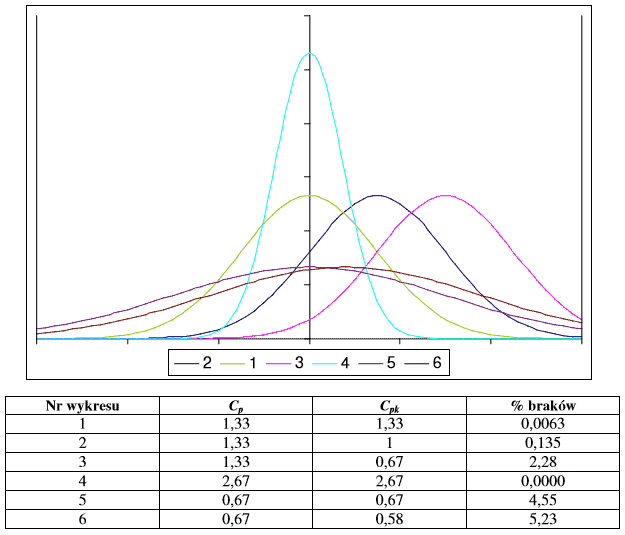
Poprawa procesu wymaga interwencji w odpowiednim czasie, czyli natychmiast po ujawnieniu się nieprawidłowości w przebiegu procesu lub maszyny. Dla dokładniejszego zobrazowania procesu należy obliczyć współczynnik zdolności procesu Cp i Cpk (o tym w następnym wpisie). Póki co, zobacz poniżej jak kształt rozkładu normalnego zmienia się w zależnosci od wspólczynników zdolności procesu.
Histogram interpretacja
Interpretując histogram należy zadać sobie następujące pytania: 1) Czy i w jakim stopniu wyniki procesu znajdują się w obrębie tolerancji i jak jest on wycentrowany (w jakiej odległości od środka tolerancji znajduje się średnia arytmetyczna wyników procesu) ? 2) Czy proces charakteryzuje się dużą zmiennością (czy histogram jest „smukły” czy „rozłożysty”) ?
3) Jaki jest kształt histogramu? Jeśli kształt histogramu jest znacząco niesymetryczny, może to oznaczać, że w procesie, z którego pochodzą wyniki poddane analizie, występuje istotny czynnik zakłócający.
Podsumowanie
Histogram może służyć do przybliżonej weryfikacji normalności rozkładu (kształt powinien przypominać symetryczną krzywą Gaussa) oraz ocenie zdolności jakościowej procesu, w przypadku naniesienia granic tolerancji. Należy jednak pamiętać, że bez oceny stabilności procesu (za pomocą kart kontrolnych) wnioski płynące z analizy histogramu mogą być mylące i oczywiście niewystarczające.