Wskaźniki zdolności procesu (Cp, Cpk, Pp, Ppk, Cm, Cmk) – wyznaczanie i interpretacja
Wskaźniki zdolności procesu – zdolność procesu – co to właściwie znaczy?
Wskaźniki zdolność procesu – zdolność procesu to stopień w jaki proces spełnia wymagania Klienta. Ocena zdolności procesu na podstawie jakościowych wskaźników pozwala zidentyfikować czy produkowane wyroby mieszczą się w przyjętych granicach specyfikacji zdefiniowanych przez Klienta.
Bowiem Klient definiuje i wymaga od dostawcy aby spełnił pewien minimalny poziom zdolności procesu dla zdefiniowanych parametrów, a przede wszystkim dla krytycznych właściwości produktu (charakterystyk specjalnych), które decydują o przydatności wyrobu dla Klienta.
Przykładowo produkując śrubę o porządnej długości 15 mm, tak naprawdę nigdy nie wykonamy jej dokładnie na wymiar 15 mm, dlatego Klient narzuca nam tolerancję np. 15 +/- 0,5 mm i oczekuje, że wszystkie śruby dostarczone do niego będą mieścić się w granicach od 14,5 (dolna granica tolerancji) do 15,5 mm (górna granica tolerancji). Nasz dopuszczalny zakres zmienności wynosi więc 1. 15,5 (USL) – 14,5 (LSL) = 1.
Gdzie:
LSL Lower Specification Limit (dolna granica specyfikacji)
USL – Upper Specification Limit (górna granica specyfikacji)
Nasz proces produkcji śrub podlega wielu zmiennym, które powodują jego zakłócenia, stąd wynika fakt, że tak naprawdę żadna śruba nie uzyska wymiaru równego 15 mm. Uzyskamy za to wiele wyników o pewnym rozrzucie długości i naszym zadaniem jest umieć ocenić ten rozrzut i ocenić zdolność naszego procesu produkcji w odniesieniu do szerokości założonego pola tolerancji.
Wielkości losowe takie jak produkcja śruby i jej wynik długości opisywane są przez rozkład prawdopodobieństwa, w praktyce jest to zwykle rozkład normalny. Co to znaczy, że rozkład jest normalny przeczytasz w poprzednim wpisie: SPC – Statystyczne sterowanie procesem – histogram
Mówiąc o wskaźnikach zdolności i wydajności procesu mamy na myśli 3 pary:
Cp + Cpk
Pp + Ppk
Cm +Cmk
Różnice pomiędzy wskaźnikami w poszczególnych parach sprowadzają się przede wszystkim do sposobu wyliczenia odchylenia standardowego, jak również sposobu i czasu zbierania danych do analizy.
Cp i Cpk – wskaźniki zdolności procesu
Cp nazywany wskaźnikiem zdolności potencjalnej określa stosunek przedziału pola tolerancji (B) do szerokości rozrzutu (A) .
Innymi słowy wskaźnik Cp mówi ile razy szerokość procesu mieści się w specyfikacji (szerokości pola tolerancji).

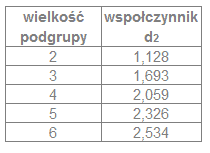
Odchylenie standardowe obliczone z powyższego wzoru oznacza wewnętrzną zmienność procesu wynikającą z przyczyn naturalnych, a współczynnik d2 zależny jest od wielkości podgrupy:
Tak jak wspomniano w przykładzie ze śrubą, wartości USL i LSL pochodzą z dokumentacji technicznej Klienta.
W mianowniku występuje wartość 6*sigma, co oznacza wartość 6 * odchylenie standardowe obliczone na podstawie danych uzyskanych z procesu. Jest to nic innego jak miara rozrzutu uzyskanych wyników, czyli miara tego jak uzyskane wyniki różnią się od siebie. Oczywistym jest, że dążymy do jak najmniejszego rozrzutu wyników, gdyż dowodzi to stabilności i powtarzalności procesu produkcji.
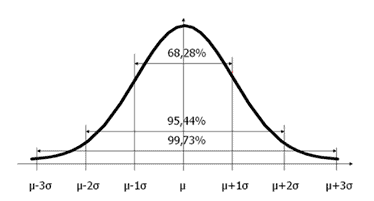
Jeśli zastanawiasz się, czemu odchylenie standardowe jest pomnożone przez 6, przypomnij sobie regułę 6 sigm związaną z właściwościami rozkładu normalnego:
Jednak do oceny zdolności procesu sam wskaźnik Cp jest niewystarczający.
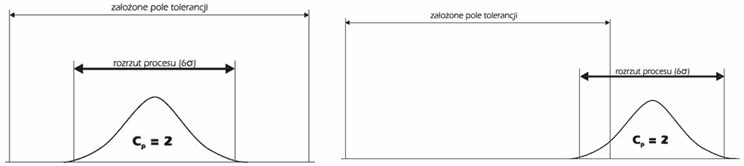
Niezależnie od położenia krzywej rozkładu, jeżeli rozrzut nie ulega zmianie, wartość współczynnika Cp również się nie zmieni. Mówiąc prościej, może zdarzyć się tak, że uzyskując mały rozrzut uzyskamy wysoką wartość współczynnika Cp, na czym nam właśnie zależy, lecz jednocześnie produkować będziemy same wadliwe sztuki (będące poza specyfikacją).
Cp na poziomie 2 nie oznacza wiec, że nasz proces na pewno jest stabilny (rysunek poniżej). Dlatego do pełnej interpretacji potrzebny nam jest również wskaźnik Cpk określający wycentrowanie procesu.
Cpk jest nazywany wskaźnikiem zdolności rzeczywistej, ponieważ dostarcza informacji o rzeczywistym poziomie wadliwości, jaki może wystąpić w związku ze zbyt dużym rozrzutem i złym wyśrodkowaniem procesu. Uwzględnia położenie pola rozrzutu względem pola tolerancji .
Innymi słowy określa ile razy połowa szerokości procesu mieści się w polu od średniej do bliższej granicy specyfikacji.
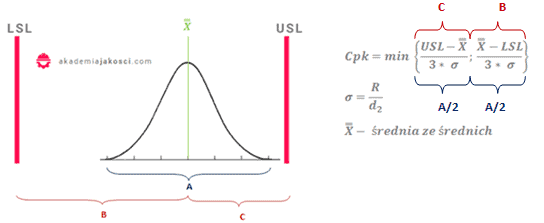
Jak już wspomniano Cpk jest wskaźnikiem wycentrowania procesu. We wzorze pojawia się nowy parametr – średnia procesu, dzięki czemu osobno badamy zdolność procesu dla dwóch przedziałów od LSL do średniej oraz od średniej do USL.
Obliczamy wskaźnik Cpk dla obu przedziału, a następnie wybieramy mniejszy. Pewnie zastanawiasz się dlaczego akurat mniejszy. Spójrz na grafikę powyżej, która przedstawia rozkład normalny przesunięty w stronę USL, gdzie obszar „C” jest znacznie krótszy niż „B”, co oznacza, że :

Wyjście procesu poza granicę specyfikacji jest bardziej zagrożone w obszarze C, dlatego właśnie z obu obliczonych wyników wybieramy mniejszy, ponieważ on obrazuje nam większe ryzyko przekroczenia granicy specyfikacji.
Warto w tym miejscu wspomnieć, że w sytuacji, gdy specyfikacja Klienta definiuje jedynie tolerancje jednostronną to wówczas Cpk jest jedynym możliwym do obliczenia wskaźnikiem zdolności. Przykładowo produkując wiązki elektryczne określa się ich minimalną wartość wytrzymałości na zerwanie, nie określa się natomiast maksymalnej – jest to wiec proces o jednostronnej specyfikacji.
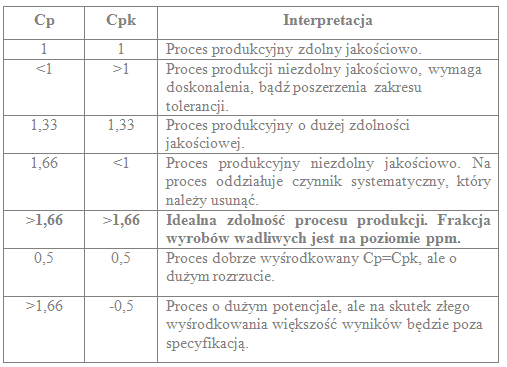
Wskaźniki zdolności procesu – interpretacja

Pp i Ppk – wskaźniki wydajności procesu
Współczynnik Pp i Ppk oblicza się w celu porównania z uzyskanymi wartościami Cp i Cpk, jak również do oceny poprawy wydajności procesu wraz z upływem czasu.
Współczynniki Cp i Cpk nazywane są wskaźnikami zdolności procesu ponieważ mówią do jakiej jakości proces jest zdolny w krótkim przedziale czasu. Jest to najwyższa zdolność procesu.
Natomiast współczynniki Pp i Ppk nazywane są wskaźnikami wydajności procesu, ponieważ mówią o tym co proces może rzeczywiście „wykonać” w stosunku do wymagań klienta (nie tylko w krótkim czasie).
Różnice w obliczeniu Pp i Ppk w stosunku do Cp i Cpk sprowadza się wiec do sposobu obliczenia odchylenia standardowego – zmienność za długi okres czasu obliczamy tak jak zwykle odchylenie standardowe (nie z próbki):
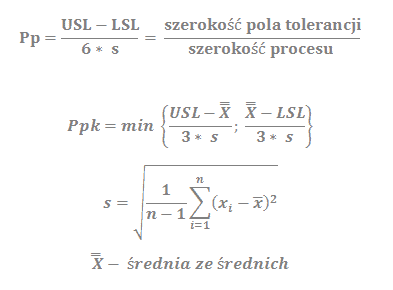
Jeżeli proces jest stabilny w czasie to współczynniki wydajności procesu oraz zdolności procesu są prawie równe.
Cm, Cmk – wskaźniki zdolności maszyny
Praca maszyny generuje zmienność wynikająca z różnych źródeł (np. niedokładność wykonania, drgania), aby tą zmienność oszacować posługujemy się wskaźnikami zdolności maszyny.
Oblicza się je tak jak wskaźniki zdolności procesu Cp i Cpk, a interpretujemy jako stopień w jakim maszyna jest w stanie zapewnić zdolność produkowania wyrobów zgodnych ze specyfikacją Klienta. Różnica pomiędzy Cm, Cmk, a Cp i Cpk polega na sposobie przygotowania i pobierania próbek z procesu.
Oceny zdolności maszyn dokonuje się w początkowej fazie uruchomienia nowej partii wyrobów, zakupie nowej maszyny, bądź odebraniu maszyny po naprawie.
Natomiast oceny zdolności procesów Cp i Cpk dokonuje się zwykle po uzyskaniu satysfakcjonującego wskaźnika Cm. Wówczas badaniu poddaje się znacznie większą populację, a pomiary dokonuje na losowo pobranych próbkach.
Wskaźniki zdolności procesu – szkolenie
Zapraszamy wszystkich na szkolenie i kursy online, gdzie pogłębisz wiedzę z Cp, Cpk, Cm, Cmk, Pp i Ppk. Sprawdź również nasze social media i dowiedź się nad czym obecnie pracujemy.