PRZEWODNIK PO PPAP. Reguły Gry.
PPAP – Proces Zatwierdzania Części do Produkcji (Production Part Approval Process) to jeden z podstawowych core tools-ów stosowanych szeroko w branży automotive, definiujący wszelkie wymagania dla zatwierdzenia części produkcyjnej.
Wymagania PPAP zostały opracowane przez AIAG (Automotive Industry Action Group): DaimlerChrysler Corporation, Ford Motor Company, General Motors Corporation.

Celem procesu PPAP jest
- określenie, czy wszystkie wymagania klienta zarówno dotyczące projektowania technologicznego jak i wymagania ujęte w specyfikacji zostały prawidłowo zrozumiane przez dostawcę.
- weryfikacja czy proces wytwarzania posiada potencjał do produkcji wyrobu w produkcji masowej przy zachowaniu i ciągłym spełnieniu wymagań klienta.
Okoliczności przedłożenie PPAP ( PPAP wymagany jest dla)
- Nowej części lub produktu
- Korekty niezgodności / rozbieżności dla uprzednio wysłanej części,
- Wyrobu zmodyfikowanego poprzez zmianę technologiczną w zapisach projektowych, specyfikacji lub materiałach,
- Inne sytuacje wymagane przez Klienta ( np. zastosowanie innej konstrukcji lub materiału, Produkcja z wykorzystaniem innych, nowych lub zmodyfikowanych narzędzi, zmiana dostawcy)
5 poziomów PPAP
Poziom 1 – Przedłożenie Klientowi jedynie gwarancji tzw. PSW (a dla wskazanych elementów Raport Zatwierdzenia Wyglądu).
Poziom 2 – Przedłożenie gwarancji z próbkami wyrobu i ograniczonymi danymi potwierdzającymi.
Poziom 3 – Przedłożenie gwarancji z próbkami wyrobu i kompletnymi danymi potwierdzającymi.
Poziom 4 – Przedłożenie gwarancji oraz innych danych potwierdzających wymaganych i określonych przez klienta.
Poziom 5 – Przedłożenie do klienta gwarancji z próbkami wyrobu i kompletnymi danymi potwierdzającymi do wglądu u dostawcy w jego lokalizacji
Wymagany poziom PPAP-u definiuje klient. Jeśli klient nie podał jaki poziom PPAP wymaga, w pierwszej kolejności pytamy, docelowo przygotowujemy dokumentację zatwierdzenia części na Poziomie 3.
Uwaga
Próbki wyrobu do zatwierdzenia PPAP powinny być wyprodukowane w warunkach produkcji seryjnej – z wykorzystaniem docelowych narzędzi, materiału, linii produkcyjnej.
Często powielany błąd przez organizacje z niską świadomością procesu PPAP oraz ze względów ekonomicznych to produkcja próbek przez obszar próbkowani zamiast na docelowych liniach produkcyjnych, maszynach, gnieździe produkcyjnym (warunki inne niż te, które później będą obowiązywać w produkcji seryjnej).
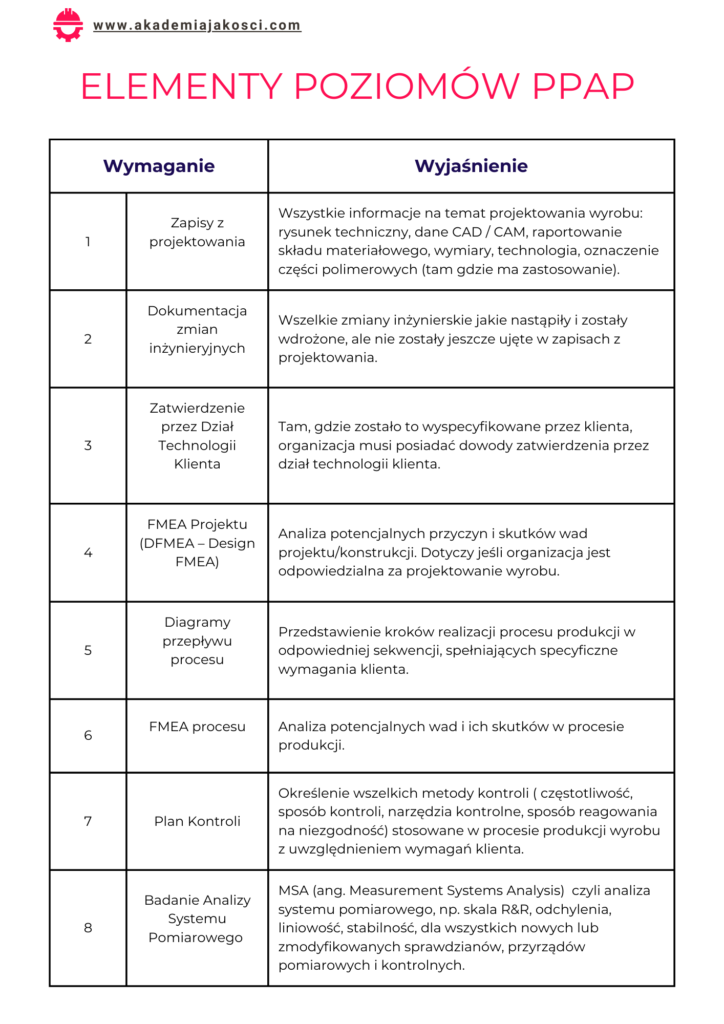
Elementy poziomów PPAP
Wymaganie | Wyjaśnienie | |
1. | Zapisy z projektowania | Wszystkie informacje na temat projektowania wyrobu: rysunek techniczny, dane CAD / CAM, raportowanie składu materiałowego, wymiary, technologia, oznaczenie części polimerowych (tam gdzie ma zastosowanie) |
2. | Dokumentacja zmian inżynieryjnych | Wszelkie zmiany inżynierskie jakie nastąpiły i zostały wdrożone, ale nie zostały jeszcze ujęte w zapisach z projektowania. Co należy przedłożyć: • PCN – Product/Process Change Notification • ECN – Engineering Change Notification • EQ– Engineering Queries – zatwierdzona przez klienta lista pytań inżynieryjnych |
3. | Zatwierdzenie przez Dział Technologii Klienta | Tam, gdzie zostało to wyspecyfikowane przez klienta, organizacja musi posiadać dowody zatwierdzenia przez dział technologii klienta. |
4. | Analiza potencjalnych wad i ich Skutków w fazie projektowania. Dotyczy jeśli organizacja jest odpowiedzialna za projektowanie wyrobu. | |
5. | Przedstawienie kroków realizacji procesu produkcji w odpowiedniej sekwencji, spełniających specyficzne wymagania klienta. | |
6. | Analiza potencjalnych wad i ich skutków w procesie produkcji. | |
7. | Plan Kontroli | Określenie wszelkich metody kontroli ( częstotliwość, sposób kontroli, narzędzia kontrolne, sposób reagowania na niezgodność) stosowane w procesie produkcji wyrobu z uwzględnieniem wymagań klienta. |
8. | Badanie Analizy Systemu Pomiarowego | MSA (ang. Measurement Systems Analysis,) czyli analiza systemu pomiarowego, np. skala R&R, odchylenia, liniowość, stabilność, dla wszystkich nowych lub zmodyfikowanych sprawdzianów, przyrządów pomiarowych i kontrolnych |
9. | Wyniki pomiaru wymiarów | Wyniki pomiarów wszystkich punktów kontroli wskazanych w zapisach projektu i planie kontroli z uwzględnieniem wszystkich charakterystyk specjalnych z rysunku. Organizacja musi dostarczyć dowodów na to, że kontrole wymiarów zostały wykonane, zaś ich wyniki wykazują zgodność z wymaganiami. |
10. | Wyniki badań materiałów i osiągów | Organizacja musi posiadać zapisy wyników badań materiałów: – wyniki badań składu chemicznego, często raport IMDS. – wyniki osiągów czyli wyniki badań mechanicznych (sprawdzających wytrzymałość części). Należy wykonać badania dla wszystkich części i materiałów gdy w zapisach projektu lub Planie Kontroli wskazane są wymagania dla właściwości chemicznych, fizycznych lub metalurgicznych. |
11. | Wstępne badanie procesu | Ocena zdolności procesu – wyniki pomiarów SPC: wskaźniki Cp, Cpk, Pp, Ppk. |
12. | Dokumentacja kwalifikowanego laboratorium | Kontrole i testy wykonywane przez wewnętrzne lub zewnętrzne laboratorium |
13. | Raport Zatwierdzenia Wyglądu (AAR), jeśli ma zastosowanie | Weryfikacja wizualna zgodności wyrobu z wymaganiami Klienta. Ma zastosowanie jeśli wyrób/część posiada w zapisie projektu wymagania dotyczące wyglądu. (kolor, ziarno, wygląd powierzchni) |
14. | Próbka wyrobu | Wzorcowe wyroby wykonane w fazie produkcji PPAP zgodnie ze specyfikacją klienta. |
15. | Próbka wzorcowa | Próbka wzorcowa to próbka zatwierdzona przez Klienta. Opisana z datą zatwierdzenia przez Klienta jest przechowywana przez organizację przez ten sam okres czasu co zapisy o zatwierdzeniu części do produkcji. |
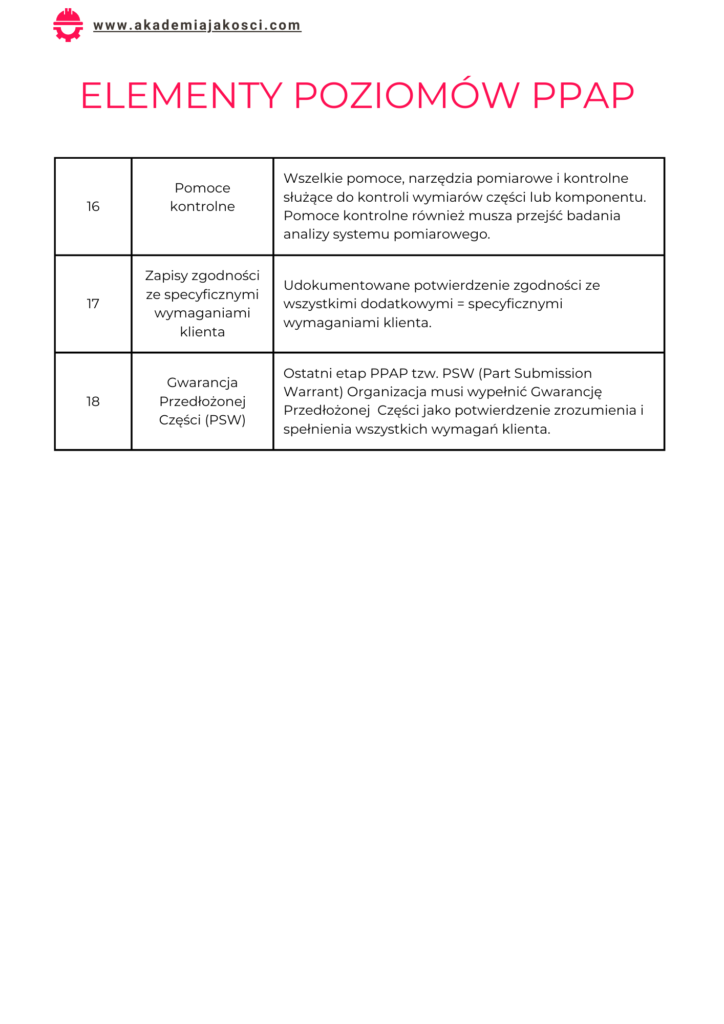
16. | Pomoce kontrolne | Wszelkie pomoce, narzędzia pomiarowe i kontrolne służące do kontroli wymiarów części lub komponentu. Pomoce kontrolne również musza przejść badania analizy systemu pomiarowego. |
17. | Zapisy zgodności ze specyficznymi wymaganiami klienta | Udokumentowane potwierdzenie zgodności ze wszystkimi dodatkowymi = specyficznymi wymaganiami klienta. |
18. | Gwarancja Przedłożonej Części (PSW) | Ostatni etap PPAP tzw. PSW (Part Submission Warrant ) Organizacja musi wypełnić Gwarancję Przedłożonej jako potwierdzenie zrozumienia i spełnienia wszystkich wymagań klienta. |
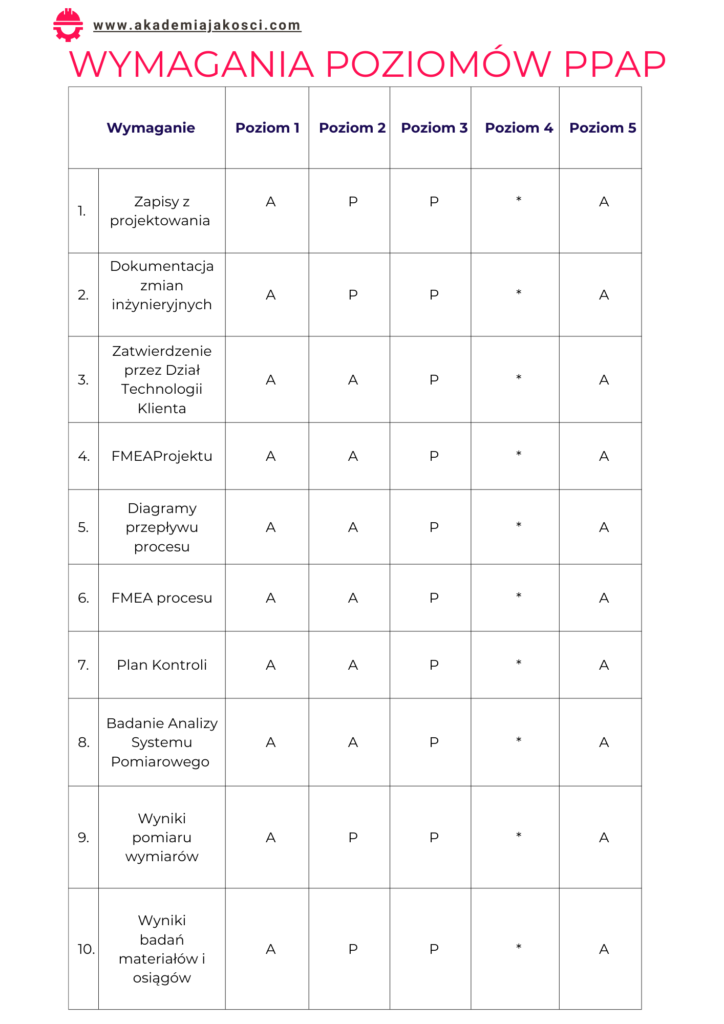
Wymagania poziomów PPAP
|
Wymaganie |
Poziom1 |
Poziom2 |
Poziom3 |
Poziom4 |
Poziom5 |
|
|
1. |
Zapisy z projektowania |
A |
P |
P |
* |
A |
|
2. |
Dokumentacja zmian inżynieryjnych |
A |
P |
P |
* |
A |
|
3. |
Zatwierdzenie przez Dział Technologii Klienta |
A |
A |
P |
* |
A |
|
4. |
FMEA Projektu |
A |
A |
P |
* |
A |
|
5. |
Diagramy przepływu procesu |
A |
A |
P |
* |
A |
|
6. |
FMEA procesu |
A |
A |
P |
* |
A |
|
7. |
Plan Kontroli |
A |
A |
P |
* |
A |
|
8. |
Badanie Analizy Systemu Pomiarowego |
A |
A |
P |
* |
A |
|
9. |
Wyniki pomiaru wymiarów |
A |
P |
P |
* |
A |
|
10. |
Wyniki badań materiałów i osiągów |
A |
P |
P |
* |
A |
|
11. |
Wstępne badanie procesu |
A |
A |
P |
* |
A |
|
12. |
Dokumentacja kwalifikowanego laboratorium |
A |
P |
P |
* |
A |
|
13. |
Raport Zatwierdzenia Wyglądu (AAR), jeśli ma zastosowanie |
P |
P |
P |
* |
A |
|
14. |
Próbka wyrobu |
A |
P |
P |
* |
A |
|
15. |
Próbka wzorcowa |
A |
A |
A |
* |
A |
|
16. |
Pomoce kontrolne |
A |
A |
A |
* |
A |
|
17. |
Zapisy zgodności ze specyficznymi wymaganiami klienta |
A |
A |
P |
* |
A |
|
18. |
Gwarancja Przedłożonej Części (PSW) |
P |
P |
P |
P |
A |
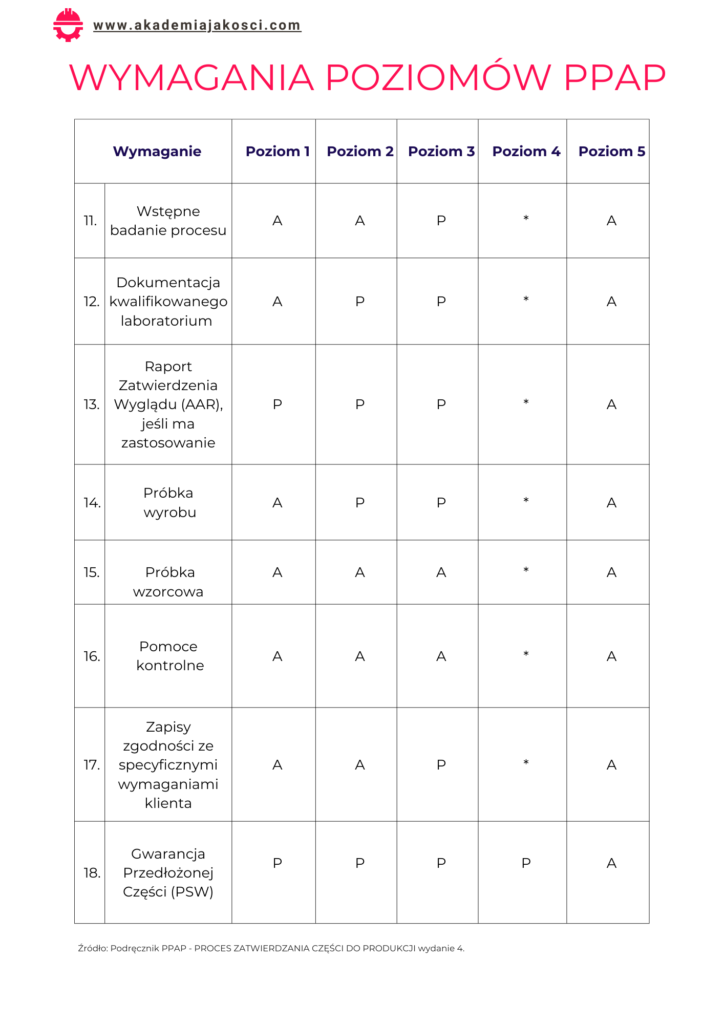
Źródło: Podręcznik PPAP – PROCES ZATWIERDZANIA CZĘŚCI DO PRODUKCJI WYDANIE 4.
P – Organizacja musi przedłożyć klientowi i przechowywać kopię zapisów lub elementów dokumentacji w odpowiedniej lokalizacji
A – Organizacja musi archiwizować w odpowiedniej lokalizacji i udostępnić na prośbę klienta.
* – Organizacja musi archiwizować w odpowiedniej lokalizacji i przedłożyć na prośbę klienta.
Uwaga!
Kolejny bardzo częsty błąd – poziom PPAP nie oznacza które dokumenty organizacja wykonuje, a które nie!
Proces zatwierdzenia części do produkcji obejmuje przygotowani wszystkich 18 elementów, różnica polega na tym, które dokumenty wysyłamy do Klienta, a które przechowujemy i udostępniamy do wglądu Klienta na jego prośbę.
Status PPAP nadany przez Klienta
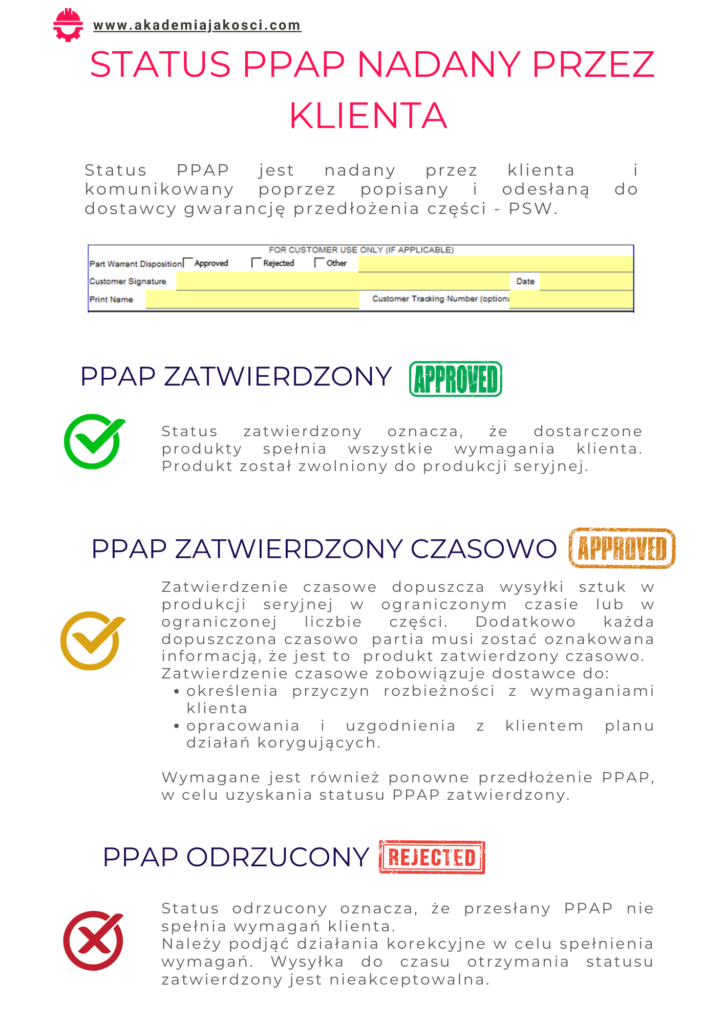
Status PPAP jest nadany przez Klienta i komunikowany poprzez popisany i odesłaną do dostawcy gwarancję przedłożenia części – PSW.

PPAP Zatwierdzony
Status zatwierdzony oznacza, że dostarczone produkty spełnia wszystkie wymagania klienta. Produkt został zwolniony do produkcji seryjnej.
PPAP zatwierdzony czasowo
Zatwierdzenie czasowe dopuszcza wysyłki sztuk w produkcji seryjnej w ograniczonym czasie lub w ograniczonej liczbie części. Dodatkowo każda dopuszczona czasowo partia musi zostać oznakowana informacją, że jest to produkt zatwierdzony czasowo.
Zatwierdzenie czasowe zobowiązuje dostawce do:
– określenia przyczyn niezgodności z wymaganiami Klienta
– opracowała i uzgodniła z Klientem plan działań korygujących.
Wymagane jest również ponowne przedłożenie PPAP, w celu uzyskania statusu PPAP zatwierdzony.
Odrzucony
Status odrzucony oznacza, że przesłany PPAP nie spełnia wymagań klienta.
Należy podjąć działania korekcyjne w celu spełnienia wymagań. Wysyłka do czasu otrzymania statusu zatwierdzony jest nieakceptowalna.
WEŹ UDZIAŁ W QUIZE WIEDZY O PPAP

Podręcznik po PPAP do pobrania




5/5